Integratori alimentari, dispositivi medici e alimenti a fini medici speciali di alta qualità dal 1987
Formulazioni all’avanguardia, materie prime innovative, tecnologie avanzate, produzione secondo standard farmaceutici e un team di professionisti
Erbozeta S.p.A. è stata fondata nel 1987, nell’antica Repubblica di San Marino. L’azienda si occupa di produzione e commercializzazione di prodotti per la salute, principalmente integratori alimentari e dispositivi medici.
Nata come azienda commerciale, successivamente trasformatasi in azienda produttiva, vive una vera e propria svolta nel 2009, con l’inaugurazione del nuovo stabilimento produttivo, costruito per garantire ai clienti standard qualitativi di livello farmaceutico.
Da singola azienda, Erbozeta S.p.A. si è sviluppata in un gruppo grazie alla creazione di nuove società commerciali: Pharmaluce S.r.l. nel 2008, Logus Pharma S.r.l. nel 2013, Erbozeta Austria nel 2013, Erbozeta Asia nel 2015 ed Erbozeta Iberica nel 2019.
Erbozeta ha saputo espandere la propria attività in più di 70 paesi nel mondo ed è, oggi, punto di riferimento nel mercato degli integratori alimentari e dei dispositivi medici a livello nazionale ed internazionale.
Presente in oltre 70 paesi del mondo
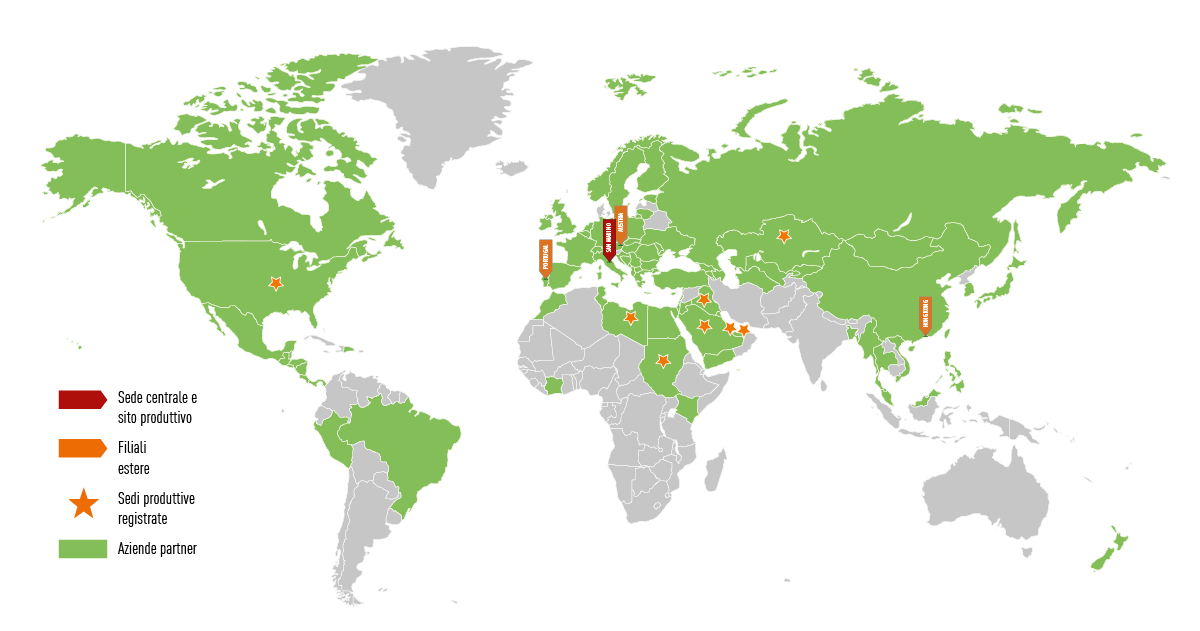
L’espansione dell’azienda verso il mercato estero ebbe inizio molti anni fa. Oggi Erbozeta è presente nell’Europa centrale e orientale, nelle ex Repubbliche Sovietiche, in Medio Oriente, nella penisola Arabica, nel Nord Africa, nel Sud Est Asiatico, Nord America, Centro e Sud America.
L’azienda sta accrescendo la propria presenza nel mondo grazie anche alla partecipazione ad importanti fiere internazionali del settore e all’avvio di nuove collaborazioni con distributori e partner locali.
Il gruppo registra una crescita continua e costante anche grazie all’attività di produzione per conto terzi, parte integrante del proprio business.
-
1987

La nascita
ERBOZETA S.p.A nasce nella Repubblica di San Marino nel 1987, come azienda commerciale contraddistinta da una spiccata passione per i prodotti per la salute di tipo naturale, in particolare integratori alimentari.
-
1995
Il via alla produzione
L’internalizzazione della produzione diviene un passaggio obbligato al fine di poter garantire la migliore qualità: gestire internamente la produzione, dalle forme solide, come capsule e compresse, fino a quelle liquide come sciroppi e gocce.
-
2000
L’azienda cresce
All’inizio degli anni 2000, ERBOZETA inizia a far crescere la propria reputazione e si espande in tutto il territorio italiano, aggiungendo nuovi prodotti al suo portafoglio e costruendo un team di informatori scientifici che visitano medici in tutto il Paese.
-
2005
I nuovi investimenti
La necessità di aumentare la propria capacità produttiva diviene fondamentale per tenere testa alla crescita dell’azienda e vengono fatti investimenti importanti per innovare e migliorare i macchinari.
Il portafoglio viene notevolmente ampliato ed ERBOZETA inizia a vendere i primi prodotti all’estero. Nel 2008 è viene fondata la società affiliata PHARMALUCE S.r.L..
-
2009
L’inaugurazione di un altro sito produttivo
Il 2009 segna un nuovo inizio per ERBOZETA: viene effettuato un importante investimento per costruire un nuovo impianto di produzione di 2500 m2 all’avanguardia, in conformità con i più elevati standard farmaceutici. Il sito produttivo viene progettato con camere bianche e camere climatiche, che controllano costantemente TEMPERATURA, UMIDITÀ e PRESSIONE, con un’area in condizioni specifiche dedicata esclusivamente alla produzione di probiotici. Non solo la produzione stessa viene dunque riprogettata, ma anche Erbozeta
decide di acquistare nuovi macchinari innovativi come il granulatore a letto fluido e i flaconcini monodose Long Life.Il gruppo inizia a espandere la propria presenza nei Paesi esteri. Nel 2013, viene fondata la società affiliata LOGUS PHARMA S.r.l..
-
2014
L’espansione internazionale
ERBOZETA compie una notevole espansione verso i mercati esteri, con una presenza in più di 40 paesi; aumenta la propria capacità produttiva e lo spazio di magazzino a 2500 m2, aggiungendo anche nuove forme farmaceutiche.
Nel 2014 fonda la filiale europea di Vienna, Erbozeta Austria GmbH.
ERBOZETA dà il via alle prime produzioni di dispositivi medici di classe I. come spray nasali e spray per la gola.
A causa della forte espansione nel mercato asiatici, viene fondata a Hong Kong la filiale Erbozeta Asia LTD. -
2017
Obiettivo certificazioni
Dopo aver investito in modo significativo in macchinari innovativi e nell’implementazione del sito produttivo, si sente l’esigenza di raggiungere ulteriori riconoscimenti ufficiali come le certificazioni.
Non solo l’azienda viene approvata da diversi Ministeri della Salute stranieri, come Libia, Iraq, Stati Uniti, Kazakistan, ma riceve anche certificazioni a livello internazionale. Nel 2017, infatti, ERBOZETA ottiene la certificazione ISO 13485, seguita da LOGUS PHARMA nel 2018 e da PHARMALUCE nel 2019.
-
2019
Una continua crescita
Nel 2019, in seguito all’espansione in America centrale, ERBOZETA decide di aggiungere la nuova filiale commerciale di Erbozeta Iberica LDA.
Inoltre, ERBOZETA effettua importanti investimenti per i macchinari e la sede produttiva: una nuova macchina blisteratrice, nuovi serbatoi di miscelazione per aumentare la produttività, per i blister ALU/ALU e una macchina per la produzione di stick solidi ad alte prestazioni.
I dispositivi medici vengono certificati da rinomati enti accreditati.
-
Oggi
Innovazione , qualità e sicurezza
ERBOZETA GROUP è un esempio di INNOVAZIONE, QUALITÀ e SICUREZZA. Oggi è presente in più di 70 Paesi al mondo con una fama mondiale. La gamma di prodotti copre più di 20 aree specialistiche con oltre 150 prodotti, tra cui integratori alimentari, dispositivi medici, alimenti a fini medici speciali e cosmetici.
Con i suoi 130 dipendenti, 220 informatori scientifici sul territorio nazionale e centinaia di partner commerciali internazionali, il GRUPPO ERBOZETA intende mantenere la sua crescita rispondendo in modo innovativo alle esigenze del mercato mondiale.
Stabilità, qualità e sicurezza
una garanzia per medico e paziente
-
Sito produttivo
La nostra struttura è stata progettata per ridurre al minimo ogni possibile contaminazione da fonti esterne grazie ad un avanzato sistema di filtrazione dell’aria e ventilazione. Il sistema di sicurezza impedisce al personale non autorizzato di accedere allo stabilimento. Le aree di stoccaggio, produzione e confezionamento sono completamente separate le une dalle altre.
-
Camere bianche ISO 8
In questi ambienti temperatura e umidità vengono costantemente monitorate e mantenute rispettivamente a 18°C e < 20% RH; il sistema di filtrazione dell’aria prevede l’utilizzo di filtri assoluti HEPA ad elevata efficienza di ritenzione.
-
Camere climatiche
Grazie alle nostre due camere climatiche eseguiamo studi di stabilità sui prodotti: la prima lavora in condizioni standard (25° C, 60% UR), la seconda in condizioni di “stress” (40 ° C, 75% UR). In tal modo possiamo seguire e studiare il comportamento delle formulazioni durante la loro shelf life.
-
Attrezzature
Un team interno di manutentori monitora e garantisce il corretto funzionamento di tutti i macchinari secondo standard di qualità predeterminati. Ogni macchinario viene regolarmente ispezionato e calibrato. Il nostro piano di autocontrollo prevede la manutenzione preventiva delle macchine sulla base di una pianificazione programmata.
-
Sanificazione e igiene
Tutte le attrezzature sono accuratamente pulite e sterilizzate dopo ogni ciclo produttivo al fine di evitare ogni possibile contaminazione crociata. Il nostro programma di igiene comprende disposizioni per tutti gli operatori che entrano in contatto con i materiali o le attrezzature utilizzate in produzione.
-
Controlli di produzione
Ad ogni materiale ricevuto viene assegnato un codice a barre per tracciare elettronicamente ogni successivo utilizzo o spostamento, evitando così qualsiasi errore umano.
-
Stoccaggio delle materie prime
Tutte le materie prime sono accuratamente immagazzinate, campionate e testate prima di essere utilizzate in produzione. Il sito produttivo include un magazzino destinato agli imballi chiusi e uno per gli imballi aperti: tutti i prodotti in ingresso vengono riconfezionati e lottati internamente per tracciare ogni successivo prelievo della materia prima.
-
Pesata elettronica
Il nostro sistema di pesata elettronica garantisce la massima precisione: se non viene dosata una quantità entro i limiti di tollerabilità previsti, la bilancia non emette la stampa e non permette di procedere con la pesata successiva.
-
Granulazione a letto fluido
Le polveri vengono processate con granulazione a letto fluido: questa lavorazione apporta numerosi vantaggi tra cui una maggiore solubilità della miscela, una migliore comprimibilità e una granulometria omogenea, in grado di prevenire la segregazione delle polveri, possibile causa di un dosaggio disomogeneo dei principi attivi.
-
Stoccaggio dei prodotti finiti
Il magazzino dei prodotti finiti è sottoposto a temperatura e umidità controllate (25° C e 60% UR). Il sistema di condizionamento, integrato in tutta la filiera produttiva, mantiene costanti le temperature ed il livello di umidità nei box di lavorazione.
-
Sistema di confezionamento
Le fasi di confezionamento primario e secondario sono altamente automatizzate: in questo modo l’operatore non interviene direttamente sul prodotto, garantendo assenza di contaminazione e massima sicurezza.
-
Analisi sul prodotto
Tutti i prodotti finiti vengono inviati a laboratori certificati per ulteriori analisi, sulla base delle criticità individuate e delle esigenze del cliente. Campioni di tutti i lotti di produzione sono conservati per eventuali analisi successive. Tutta la documentazione relativa alla qualità è conservata nei nostri archivi per l’intero periodo richiesto dalla normativa.
Appartieni alla categoria medica? Iscriviti all’area riservata per accedere a tutte le informazioni sui prodotti